

A forgószerszámos vágás az anyagokat hengeres szerszám folyamatos forgatásával dolgozza fel, és ez a modern stancolási eljárások egyik alapvető technológiája. Az olyan előnyök, mint a nagy hatékonyság és a nagy tételes folyamatos gyártás, lehetővé tették a forgószerszámos vágás széles körben történő alkalmazását az elektronikában, a csomagolásban, az orvostudományban és más iparágakban. A forgószerszámos vágásnak azonban számos korlátja van bizonyos feldolgozási forgatókönyvekben. A feldolgozási mintában bekövetkezett bármilyen változás új szerszám előállítását teszi szükségessé. Kis szériás egyedi gyártás esetén ez nemcsak jelentősen növeli a feldolgozási költségeket, hanem meghosszabbítja a gyártási ciklust is. Ezenkívül a feldolgozási képességet korlátozzák a fizikai vágószerszámok, ami megnehezíti a finom és összetett minták feldolgozását. Nagy tapadóképességű anyagok, például kétoldalas ragasztószalagok, zselék és erősen tapadó védőfóliák feldolgozásakor ragasztómaradványok tapadhatnak a termék felületére, vagy a termékek deformálódhatnak a mechanikai igénybevétel miatt, növelve ezzel a selejt arányát.
Egyetlen rotációs stancológép feldolgozási képessége korlátozott, de egy forgó vágógép lézeres vezérlőrendszerrel való integrálása és tényleges gyártásba helyezése nem csupán a funkciók egyszerű kiegészítése; a termelékenység és a folyamatképesség átfogó fejlesztését jelenti. Hatékonyan képes megfelelni bizonyos kompozit anyagok vagy nagy hozzáadott értékű termékek feldolgozási követelményeinek, amelyek helyi finomfeldolgozást igényelnek. Például az olyan anyagok, mint a fedőfóliák, orvosi szalagok és szenzormembránok, megmunkálhatók forgó stancolással nagy méretű kontúrok vágására, majd lézeres feldolgozás segítségével finom áramkörök vagy mikrolyukak hozhatók létre, amelyeket mechanikusan nehéz elérni.
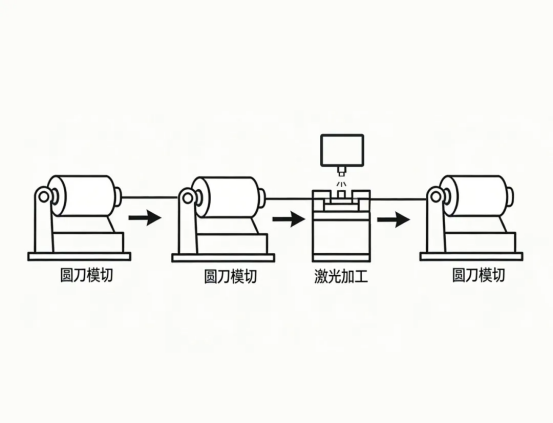
A rotációs vágószerszám és a lézeres feldolgozás integrálása tökéletes egyensúlyt biztosít a hatékonyság és a precizitás között. A forgószerszámos vágás nagy hatékonyságú, nagy tételes, ismétlődő feldolgozási feladatokat tesz lehetővé, míg a lézeres feldolgozás személyre szabott, nagy pontosságú megmunkálást tesz lehetővé. A stancolt vágás és a lézeres feldolgozás kombinációja csökkentheti a gyártási lépéseket, egyszerűsítheti a gyártási folyamatot és bizonyos mértékig csökkentheti a hibákat. Emellett a lézermodul önállóan is tud működni, bővítve a feldolgozási tartományt és kielégítve a szerteágazóbb gyártási igényeket.
Egy forgó stancoló és lézerrel integrált gépben alézeres vezérlőrendszerfontos szerepet játszik, mivel közvetlenül befolyásolja a késztermékek feldolgozási minőségét. A Shenyan által kifejlesztett lézeres vezérlőrendszer – ZJ112-D-CS-QR – a hagyományos lézeres vezérlőrendszerekhez képest rendkívül erős stabilitást és nagyon nagy feldolgozási pontosságot mutat. A lézeres vezérlő jó anti-interferencia-teljesítménye biztosítja a berendezés hosszú távú hatékony működését, miközben nagy feldolgozási pontossága és állandó kiváló minőségű eredményei tovább növelik a termék értékét.

A lézeres vezérlőrendszer támogatja a mozgás/pályasebesség valós idejű beállítását (a vezérlőkártya automatikusan végrehajtja a pályaillesztést). Alézeres vezérlőtámogatja a grafikus XY eltolások valós idejű beállítását és támogatja a külső trigger jelölést. A ZJ112-D-CS-QR lézeres vezérlőrendszer támogatja a pozicionálási pontok, jellemzőpontok és színjelek kamerás felismerését a repülési pozicionáláshoz. Az adagolótengely vezérelhető magával a vezérlőkártyával, vagy támogathatja a külső vezérlést is. Az intuitív és felhasználóbarát kezelési felület nagymértékben csökkenti a kezelők küszöbét. Ezenkívül a lézervezérlő támogatja a CO₂ lézereket, a szálas lézereket és az ultraibolya lézereket.











